Некоторые методы получения изделий из пластмасс |
|
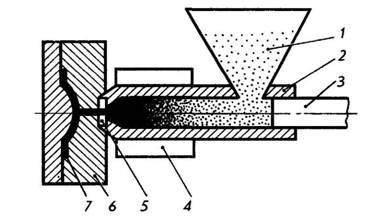
Изделия из пластмасс изготовляют одним из следующих способов: литьем под давлением, экструзией, формованием в пресс-формах, сваркой, склеиванием, механической обработкой (давлением и резанием). Литье под давлением. При этом способе можно получить изделие только из термопластов в вязке — текучем состоянии в литьевых машинах. Сущность литья под давлением состоит в том, что исходный материал (в виде гранул) загружают в бункер 1 (рис. 98). Затем масса в необходимом количестве попадает в полость цилиндра 2 при возвратном ходе поршня. После нагрева индуктором 4 в цилиндре 2 до определенной температуры масса давлением поршня 3 через выходное отверстие 5 попадает в пресс-форму 6, где охлаждается водой. Отвердевшее изделие 7 извлекается из открытой пресс-формы.
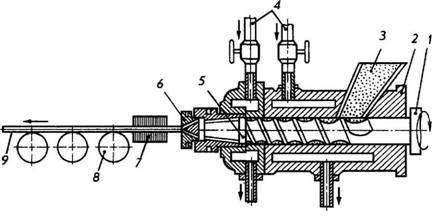
Рис. 98 Способом выдавливания термопласта, разогретого до вязкотекучего состояния, через специальную сменную головку — мундштук 6 экструзионной шнековой машины (рис. 99), можно получать из термопласта разнообразные изделия 9 и заготовки (трубы различного диаметра, ленты, листы, Стержни, профилированные изделия постоянного сечения и значительной Длины, уголки, швеллеры), наносить оболочки на провода и другие изделия. Термопласты в виде порошков, гранул, обрезков лент загружают в бункер экструзионной машины (шприцмашины). Цилиндр машины 2 обогревается паром или горячей водой 4 для нагрева пластмассы до вязко- текучего состояния. При вращении шнека 1 происходит перемешивание пластмассы, уплотнение ее и перемещение вдоль цилиндра к сменной головке, имеющей отверстие, соответствующее сечению изготовляемого изделия.
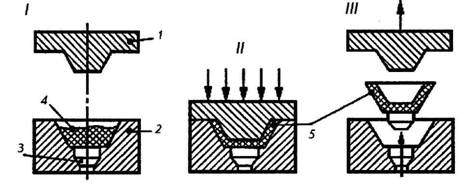
Рис. 99 В целях уменьшения трения термопласта о поверхность шнека последний имеет водяное охлаждение. Для получения изделия с особо точными размерами оно при выходе из головки проходит калибрующее приспособление 7. Формование в пресс-формах (рис. 100) — распространенный способ изготовления изделий из термореативных пластмасс. Он осуществляется на гидравлических прессах под давлением 10 ... 25 Па/м2 (100 ...250 кг/см2). Пресс-материал 4 поступает (I) в нагретую до 140 ... 200° С пресс-форму 1 и 2. Здесь он размягчает под влиянием температуры и давления, затем заполняет всю полость. После остывания материала пресс-форма раскрывается и изделие 5 выталкивается выталкивателем 3.
Рис. 100 |