Технологичность механически обрабатываемых деталей |
|
Технологичность деталей машин, подвергаемых механической обработке, выражается в следующем: 1 — конструктивная форма деталей должна быть несложной, а обрабатываемые поверхности должны иметь форму тел вращения или плоскостей, позволяющих обрабатывать их наиболее простыми и производительными способами; 2 — объем механической обработки деталей должен быть наименьшим. Это достигается за счет сокращения количества обрабатываемых поверхностей и величины припусков на обработку; 3 — конструкция деталей должна быть достаточно жесткой, исключающей влияние деформирующих усилий на ее точность при применении высоких режимов резания; 4 — конструкция детали должна быть такой, чтобы удобно было ее обрабатывать, закреплять и обмерять; 5 — надо избегать применения сложных криволинейных и фасонных поверхностей, так как они осложняют обработку и требуют применения специального оборудования и инструмента; 6 — обрабатываемые поверхности делают выступающими над необрабатываемыми (черными). Этим обеспечивается выход режущего инструмента и уменьшается величина поверхности, подлежащей обработке (рис. 156);
Рис. 157
Рис. 158 7 — обрабатываемые плоскости следует располагать по возможности на одном уровне. Это ускоряет изготовление детали, так как не требует переустановки и переналадки детали и инструмента (рис. 157); 8 — поверхности, примыкающие к обрабатываемым участкам, делают по возможности перпендикулярными к обрабатываемой плоскости, чтобы размеры контуров, получаемых при обработке, не изменялись (рис. 158); 9 — поверхности подлежащие обработке сверлением, снабжают бобышками, приливами, торцовые плоскости которых должны быть перпендикулярны к оси сверла. Этим обеспечивается правильный вход и выход инструмента и предотвращение его от поломок (рис. 159);
Рис. 159 10 — отверстия под болтовые соединения должны отстоять от ставки на расстоянии A >= D/2 + R, где D — диаметр шайбы или диаметр гайки, если шайба не ставится (рис. 160);
Рис. 160 11 — если конструкцией не предусматривается свободный выход режущего инструмента, то переходная часть должна соответствовать форме и размерам режущего инструмента (рис. 161);
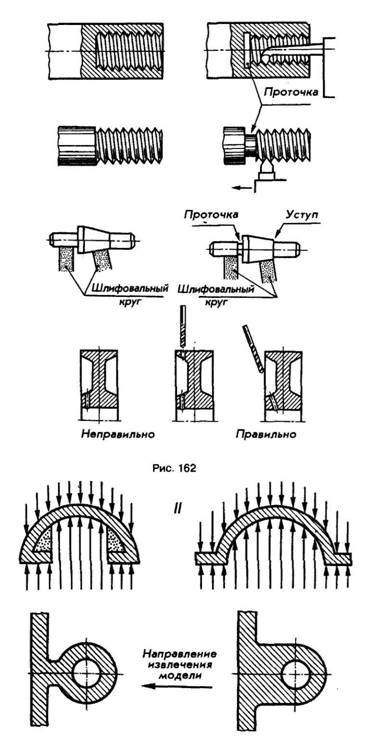
Рис. 161 12 — при конструировании деталей необходимо следить за тем, чтобы места обработки режущим инструментом были доступны для его ввода и вывода, за исключением случаев, когда предусмотрен сбег резьбы (рис, 162).
Рис. 163 |