Технологичность литых деталей |
|
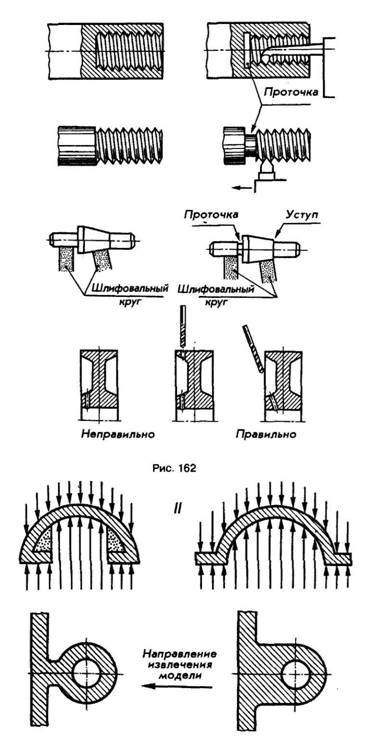
Для определения технологичности литой детали на нее направляют с двух сторон пучки лучей света. Если помещенная в зти лучи отливка не будет давать теней, то она считается технологичной (рис. 163, II). В противном случае (рис. 163,I) деталь не технологична.
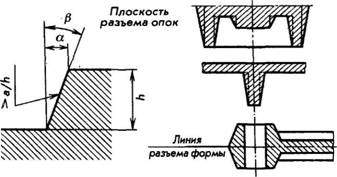
Рис. 163 Детали, изготовляемые литьем, должны проектироваться с учетом удобства извлечения модели. Для этого при формовке придают стенкам и ребрам, перпендикулярным к плоскостям разъема, необходимый литейный уклон (рис. 164). Величина уклона в зависимости от высоты поверхности детали приведена в табл. 18.
Рис. 164 Таблица 18 Величина уклона в зависимости от высоты поверхности детали
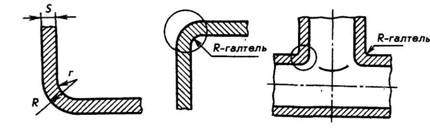
Отливка не должна иметь острых углов во избежание появления местных напряжений и трещин. Углы скругляются плавными галтелями (рис. 165). Закругления должны производиться радиусами из одного центра как для внешней стенки (радиус Я), так и для внутренней (г).
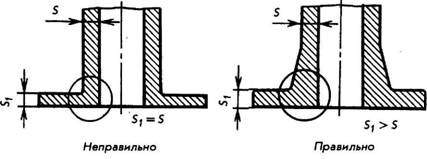
Рис. 165 При сопряжении двух стенок одинаковой толщины под прямым углом обычно принимают: r = s; R = 2s, где r и R — радиусы: s — толщина литых стенок. Толщина литых стенок должна быть по возможности одинаковой во избежание появления местных напряжений, раковин, трещин (рис. 166).
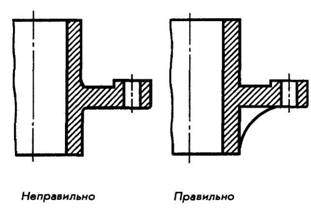
Рис. 166 Опорные буртики и переходная поверхность делаются толще, чем основная часть детали (рис. 167).
Рис. 167 Для усиления связи между элементами литых деталей, для повышения их прочности и жесткости следует предусматривать ребра (рис. 168).
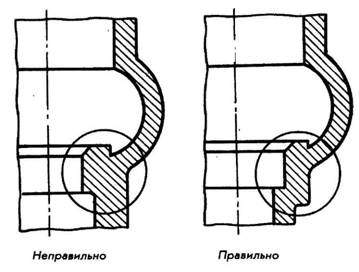
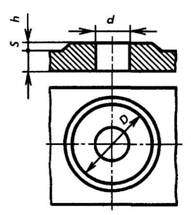
Рис. 168 На деталях, изготовляемых литьем, в местах сквозных отверстий зачастую предусматриваются бобышки или приливы. Высоту бобышки (h) обычно принимают не более 0,7 s, где s — толщина стенки, на которой находится бобышка (рис. 169). Наружный диаметр бобышки (D) рекомендуется назначать с учетом толщины стенки отливки, на которой расположена бобышка, и диаметра сквозного отверстия: D»1,2 d = (4...8)s.
Рис. 169 |