Зубонарезание |
|
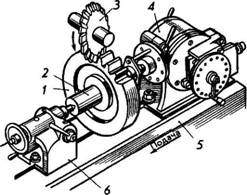
Основной технологической операцией при изготовлении зубчатых колес является обработка их зубьев, на которую затрачивают 50...60% от общей трудоемкости механической обработки. Нарезание зубьев на зубчатых колесах в производстве осуществляют фрезерованием, долблением, строганием, шлифованием, накатыванием, протягиванием и другими способами. При изготовлении эвольвентных зубчатых колес различают два метода зубонарезания: копированием профиля режущего инструмента (метод деления) и обкатыванием (метод огибания). Метод копирования. По методу копирования впадина между зубьями колеса образуется режущим инструментом (резцом, пальцевой или дисковой фрезой, протяжкой, шлифовальным кругом), имеющим профиль режущих кромок, одинаковый с профилем впадины обрабатываемого колеса. Дисковой модульной фрезой на горизонтально-фрезерном станке (рис. 41) нарезают зубчатые колеса. Фреза 3 совершает вращательное движение, а стол станка 5 с нарезаемым колесом и делительной головкой* перемещается вдоль оси колеса (продольная подача). После того как впадина зуба профрезерована полностью, стол с заготовкой, посаженной на оправу 2, и делительной головкой отводится в исходное положение, а заготовка 1 с помощью делительной головки 4 поворачивается на один зуб или на один шаг. Далее фрезеруется следующая впадина и т. д.
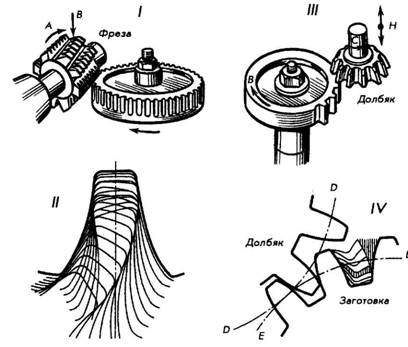
Рис. 41 При больших модулях** размеры дисковых фрез получаются очень большими, поэтому при нарезании зубчатых колес с модулем от 30 до 75 мм предпочитают применять пальцевые фрезы. Метод обкатывания. При нарезании зубьев червячной фрезой (рис. 42.I) последней сообщают вращательное движение в направлении стрелки А и поступательное движение подачи в направлении стрелки В. Одновременно заготовка получает вращательное движение. Благодаря вращательным движениям фрезы и заготовки профили режущих кромок фрезы занимают по отношению к профилю зубьев колес ряд положений (рис. 42. II). Эвольвентные профили зубьев колеса образуются при этом как огибающие ряда положений кромок фрезы. Другой инструмент, работающий по методу огибания, — режущее зубчатое колесо (долбяк), зубьям которого придана форма, обеспечивающая им режущие свойства. При нарезании зубьев долбяку придают возвратно-поступательное движение в направлении стрелки Н (рис. 42. III). Перемещаясь вниз, долбяк своими зубьями срезает с заготовки металл. Кроме того, долбяк и заготовка вращаются в направлении стрелок В и С. При вращении долбяк делительной окружностью D—D (рис, 42, IV) катится без скольжения по делительной окружности Е—Е заготовки в направлении стрелки Р. Эвольвентный профиль зуба долбяка при этом будет занимать ряд последовательных положений, как показано на рисунке. Эвольвентный профиль зуба колеса будет огибающей всех положений эвольвентного профиля зуба долбяка.
Рис. 42 Червячная фреза и долбяк — универсальные инструменты. Они имеют преимущественное применение при нарезании зубьев на зубчатых колесах. Метод обкатывания наиболее точен и производителен и является основным при обработке зубчатых колес. Наша промышленность выпускает различные зубообрабатывающие стенки. Так, нарезание зубьев методом обкатывания производится на зубофрезерных, зубодолбежных и зубострогальных станках.
* Делительная головка — устройство, применяемое большей частью для обработки на фрезерных станках деталей, требующих периодического поворота вокруг своей оси на любое наперед заданное число ** Модуль — зубчатого зацепления — число, выражающее кратность шага зубчатого зацепления числу 31. |