Объемная штамповка |
|
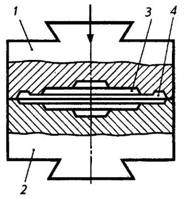
Объемная штамповка — способ обработки металлов давлением с помощью специальных инструментов — штампов, рабочая полость которых определяет конфигурацию изготовляемой поковки. Штамп представляет собой устройство с полостью, называемой ручьем (рис. 74). Он состоит из двух частей: верхней 1 и нижней 2. Рабочая часть штампа для штамповки, снабженная отверстием или фигурным углублением (нижняя часть), называется матрицей. В нее входит другая (выпуклая) часть штампа (верхняя) — пуансон. Контур отверстия или форму углубления матрицы и сечения пуансона соответствуют профилю изделия. В полость нижней части штампа устанавливают нагретую заготовку, а верхней наносят удары, в результате чего металл заполняет всю полость 3 штампа. Излишек металла (облой) вытекает в специальную канавку 4. Отштампованная заготовка — поковка представляет собой точную копию ручья штампа.
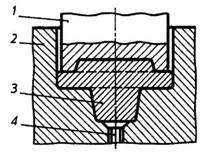
Рис. 74 Объемной штамповкой получают заготовки многих деталей автомобиля, станков, сельскохозяйственных машин и др. В том случае, когда исходная заготовка нагрета до ковочной температуры, имеет место горячая штамповка, если заготовка не нагрета — холодная штамповка. Штамповку выполняют в открытых или закрытых штампах, которые по своей конструкции бывают одноручьевыми — для деталей простой формы и многоручьевыми — для сложных деталей. Штамповка в открытых штампах наиболее распространена и производится на различных машинах: молотах, кривошипно-горячештамповочных прессах, гидравлических прессах и т. д. В открытых штампах изготовляют поковки и простой, и сложной формы (шатуны, коленчатые валы, крестовины и др.). Штамповка в закрытых (безоблойных) штампах характеризуется тем, что штамп в процессе деформирования заготовки остается закрытым (рис. 75). Зазор между подвижной 1 и неподвижной 2 частями штампа служит только для создания подвижности одной части штампа относительно другой. Если металл вытекает в торцовый заусенец, то это указывает на избыток металла в заготовке. Цифрами 3 и 4 на рис. 75 обозначены полость и канавка.
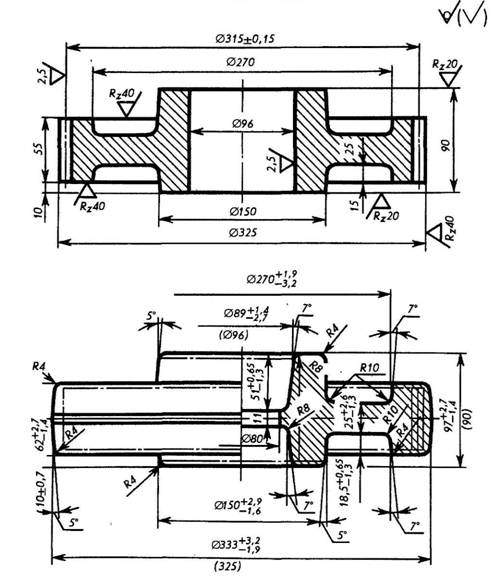
Рис. 75 Исходным материалом при горячей штамповке в открытых и закрытых штампах являются стальной прокат круглого и квадратного профиля или прессованные прутки из цветных металлов и сплавов. Разработка чертежей штамповочных поковок. При разработке технологического процесса объемной штамповки сначала по чертежу готовой детали (I) (рис. 76) разрабатывают чертеж поковки (II). Конфигурация и размеры детали в основном определяют схему технологического процесса. Обычно разработка чертежа поковки выполняется в такой последовательности: 1 — на чертеже поковки определяют плоскость разъема штампа; 2 — назначают припуски на механическую обработку, допуски и напуски; 3 — определяют штамповочные уклоны и радиусы закруглений. Максимально допустимые уклоны согласно ГОСТ 7505-89 для наружных плоскостей не должны превышать 7°, а для внутренних 10°. Переходные радиусы закруглений (R4 ... 10 мм) обеспечивают лучшее заполнение металлом углов поковок и уменьшают износ штампов.
Рис. 76 |