Некоторые прогрессивные методы литья |
|
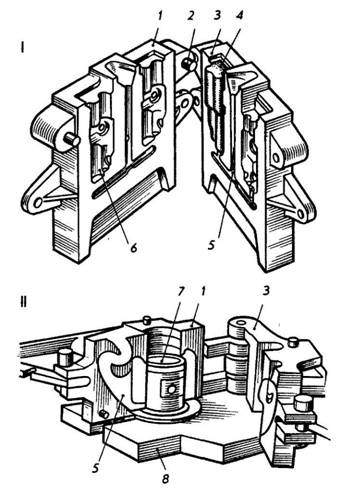
Арсенал методов литья весьма обширен: литье в металлические формы и изложницы, точное литье в керамические формы, литье методом выжимания, литье под давлением, вакуумное литье, центробежное литье, литье по выплавляемым моделям, литье в поле ультразвука и др. Перечисленные методы литья дают возможность получить более точные и с лучшей поверхностью отливки. Кроме того, применение этих способов позволяет значительно уменьшить, а в некоторых случаях отменить припуск на обработку резанием. В результате получается большая экономия металла, уменьшается стоимость последующей обработки отливок. Остановимся кратко на некоторых из этих методов литья. Литье в металлические формы (кокили). Суть этого литья состоит в том, что расплавленный чугун, сталь или цветные сплавы заливают не в разовые песчаные формы, а в металлические многократного использования. Стойкость чугунных кокилей составляет 5000 ... 1000 шт. при производстве мелких и средних чугунных отливок. Это дает большой экономический эффект. В зависимости от конфигурации и размеров отливки кокили изготовляют из двух частей с горизонтальной или вертикальной плоскостью разъема. Большее применение на практике находят кокили с вертикальными плоскостями разъема. На рис. 54 показан общий вид кокиля с вертикальным разъемом: 1 — левая часть кокиля; 2 — направляющие штыри, служащие для скрепления двух частей кокиля; 3 — правая часть кокиля; 4 — стержни; 5 — литниковая система; 6 — полость, соответствующая конфигурации получаемой отливки; 7 — поршень; 8 — нижняя часть формы.
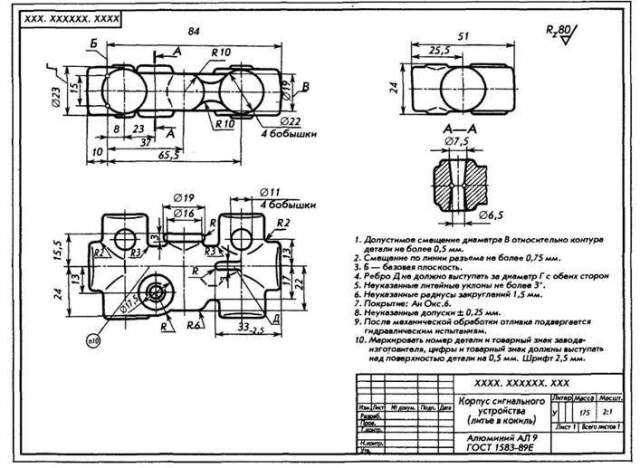
Рис. 54 На рис. 55 приведен пример чертежа отливки, полученной литьем в кокиль.
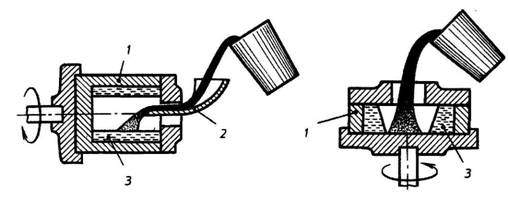
Рис. 55 Литье в металлические формы — прогрессивный технологический процесс. Он обеспечивает большую производительность труда, механическую прочность отливок, а также уменьшает припуск на обработку резанием. Центробежное литье. Этот способ от предыдущего отличается тем, что жидкий сплав заливается во вращающуюся форму, в которой он под действием центробежных сил распределяется во внутренней поверхности формы, и затвердевает. Машины для центробежного литья с горизонтальной (I) и вертикальной (II) осями вращения изображены на рис. 56, где цифрами обозначены: 1 — металлическая форма; 2 — желоб и 3 — заготовка. Втулки и трубы небольшого диаметра отливаются на машинах с горизонтальной осью вращения, а короткие заготовки большего диаметра — на машинах с вертикальной осью.
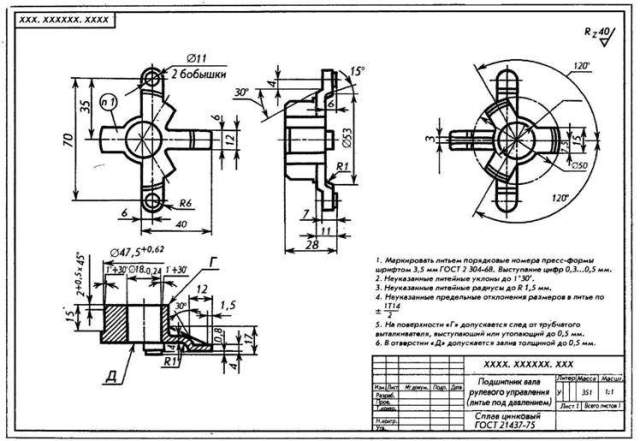
Рис. 56 Центробежный способ наиболее эффективен при изготовлении полых отливок типа водопроводных и канализационных труб, а также втулок и гильз. Отливки, полученные этим способом, имеют точные очертания, чистую поверхность, мелкозернистую и плотную структуру. Кроме этого, центробежный способ является высокопроизводительным. Он позволяет получить внутренние полости в отливке без применения стержней и формовочных смесей, а также и без литниковой системы. Литье под давлением. Этот способ литья отличается от двух ранее рассмотренных тем, что расплавленный металл вводится в металлическую форму под давлением с помощью поршня или сжатого воздуха. В результате получается тонкостенная отливка (1 ... 5 мм), которую трудно получить другим способом. Литейная форма обычно изготовляется из углеродистой или легированной стали и применяется для получения отливок из различных сплавов: алюминиевых, цинковых, магниевых, медных и др. Металлическую форму делают разъемной и изготовляют с большей точностью. Поверхности полости такой формы подвергаются тщательной полировке. Этим способом можно получить сложные фасонные отливки с высоким классом шероховатости и точными размерами, благодаря чему почти нет необходимости в последующей обработке детали. Отливки, полученные под давлением, широко используются в приборостроении, автостроении и др. На чертежах литых деталей (рис. 57) должны быть указаны следующие технические требования: 1 — допускаемые отклонения по размерам, массе и припускам на обработку; 2 — величины не указанных на чертежах радиусов закруглений; 3 — формовочные уклоны, принятые по ГОСТ 3212-80.
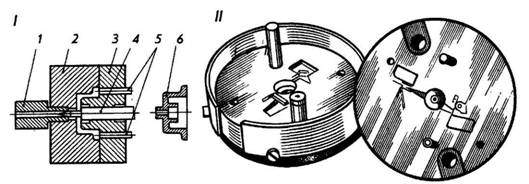
Рис. 57 Кроме этих, на чертежах могут быть приведены дополнительные требования: 1 — при термической обработке должны быть указаны требуемые пределы твердости и места ее замера; 2 — при предъявлении специальных требований к твердости, макро- и микроструктуре, гидроплотности, коррозионной стойкости, жаропрочности и другим параметрам, должны быть приведены пределы требуемых величин, а также метод и схема испытаний; 3 — данные (или ссылки на общие технические условия) о виде, количестве, размерах и местах расположения литейных дефектов (раковин, трещин и пр.), допускаемых на отливках, а также о дефектах, допускаемых к устранению, и способы их устранения; 4 — место маркировки детали, ее характер (углубленная или выпуклая), а также шрифт и текст. На рисунке 58 (I) и схеме (II) изображена форма для литья под давлением, которая состоит из двух частей: неподвижной 2 и подвижной 3. Она заполняется расплавленным металлом через мундштук 1 под давлением поршневыми или компрессорными машинами. Стержень 4 необходим для получения отверстия в отливке. Отливка 6 извлекается из формы специальными толкателями 5. Литье под давлением — один из прогрессивных методов массового производства отливок из цветных металлов.
Рис. 58 2.4. Литье по выплавляемым моделям. Литье по выплавляемым моделям находит широкое применение в современном машиностроении как в массовом, так и в серийном производстве. Объясняется это многими обстоятельствами. Во-первых, в этом случае нет необходимости применять разъемные формы; во-вторых, можно получить очень сложные отливки с более точными размерами, а следовательно, и с меньшим объемом их обработки резанием. Этот вид литья особенно целесообразен при изготовлении деталей из сплавов, неподдающихся ковке, штамповке и т. д. Литье по выплавляемым моделям дает возможность изготовлять тонкостенные отливки с точными размерами из углеродистых и легированных статей и других сплавов. Сущность способа заключается в получении неразъемных форм путем выплавления модельной массы из легкоплавких материалов: технического парафина и технического стеарина, которые плавятся при температура 50... 80°С. Для изготовления модели расплавленная модельная масса запрессовывается в металлургическую разъемную пресс-форму, которая изготовляется из стали и других сплавов. Пресс-форма имеет полость, которая по своим очертаниям и размерам точно соответствует модели. После затвердевания модельной массы пресс-форму раскрывают и извлекают модель. Таким образом, в одной пресс-ф орме изготовляют в виде блоков несколько моделей, соединенных элементами литниковой системы.
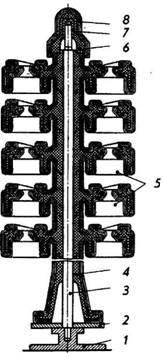
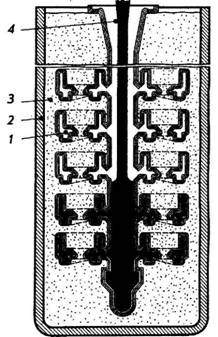
Рис. 59 На рис. 59 представлены модельные звенья 5, собранные в блоки. Эти блоки нанизываются на металлический стержень 3, который устанавливается на опоре 1. Дальнейшая сборка идет в такой последовательности: на стержень надевают опорную шайбу 2, модель литниковой чаши 4 и модельные звенья 5. Сборка блока заканчивается стяжкой звеньев с помощью гайки 7, вмонтированной в колпачок 6. Затем поверхность модельных блоков покрывают (3 ... 4 раза) тонким слоем огнеупорной обмазки 8. После этого блок собранных моделей укладывают в стальную опоку 2 (рис. 60), засыпают сухим песком 3 и просушивают в печи при темпера туре 900... 950°С. Здесь происходит обжиг керамических оболочек и выжигание из них остатков модельного состава. В образовавшуюся полость 1 заливают расплавленный металл 4. После охлаждения отливок формы выбивают.
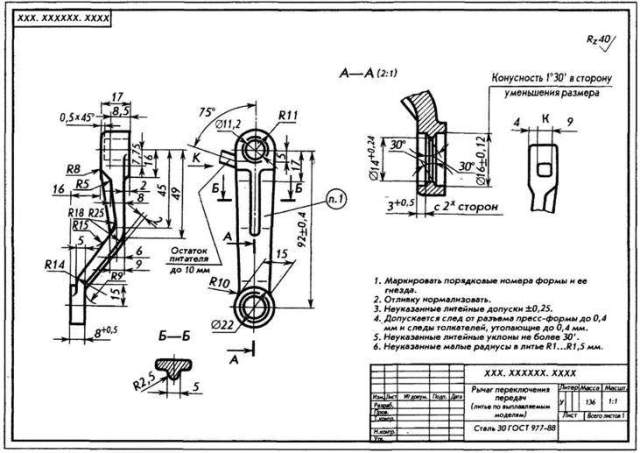
Рис. 60 Литьем по выплавляемым моделям изготовляют отливки весом от нескольких граммов до десятков килограммов с толщиной стенок до 0,5 мм. Этим способом достигается высокое качество шероховатости поверхности и высокая точность для большинства деталей. На рис. 61 дан пример чертежа отливки, полученной литьем по выплавляемым моделям.
Рис. 61
Рис. 62 Этим методом отлиты памятники Пушкину и первопечатнику Ивану Федорову в Москве (рис. 62). Как известно, металл при затвердении приобретает различное кристаллическое строение (различную величину, форму и расположение зерен), зависящее от толщины сечения отливки, условий заливки и охлаждения. Кристаллическое строение, в свою очередь, определяет механические свойства литого изделия. Применение ультразвука в процессе литья дает возможность целенаправленно изменять структуру металла, что позволяет решить три важные проблемы, связанные с качеством отливки: получать тонкие стенки; измельчать структуру металла, повышая этим ее механические свойства; снижать содержание водорода в металле, устраняя тем самым ее пористость. |