Термическая обработка стали |
|
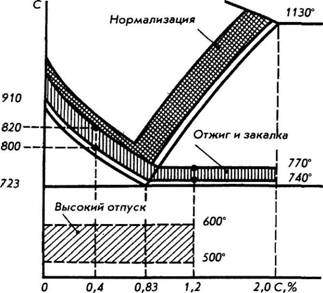
Этот процесс включает три операции, следующие одна за другой: нагревание до определенной температуры; выдержка при заданной температуре; охлаждение с различной скоростью от максимальной температуры до комнатной. Для осуществления термической обработки стали необходимо точно знать температуры, при которых происходит перегруппировка молекул и изменение свойств стали. Такими температурами являются: 723, 770, 910, 1390 и 1535° С. Их называют критическими. Обычно положение критических температур для углеродистой стали определяется из диаграммы состояния железоуглеродистых сплавов (рис. 94).
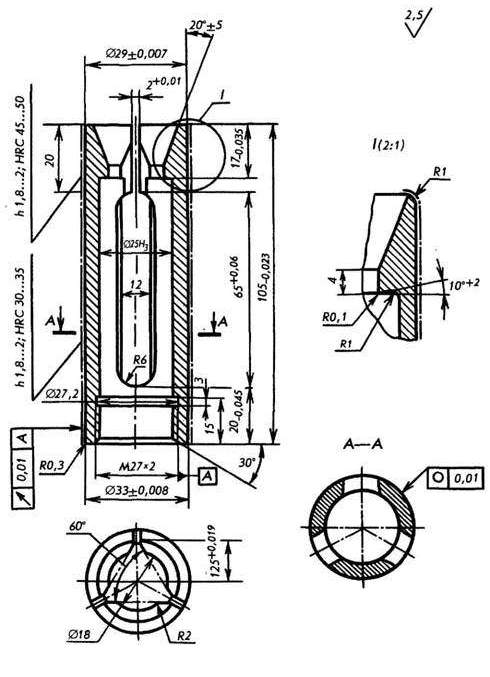
Рис. 94 Если сталь нагрета до температуры ниже 723° С, ее строение не будет претерпевать каких-либо изменений, но при температуре 723° С в ней произойдут структурные изменения. Так, путем термической обработки стали марки 12Х1МФ, которая используется для изготовления труб в современных котельных агрегатах, можно повысить ее прочность в 1,5 ... 1,8 раза. В машиностроении используется сталь ЗОХГСА, у которой после закалки и отпуска предел прочности повышается в три раза. Чтобы получить нужные нам свойства, сталь подвергают различным видам термической обработки. Отжиг — операция по устранению дефектов структуры, полученных в процессе литья, ковки и других технологических операций, а также понижению твердости. Отжиг осуществляется при медленном охлаждении детали вместе с печью или постепенным снижением температуры в печи до 200 ... 500° С. В результате этого сталь получает устойчивую структуру. Посредством отжига изменяют форму и размеры зерен структуры стали, устраняют неоднородность ее химического состава и уменьшают вредные внутренние напряжения*. Все это улучшает свойства стали, а следовательно, и ее обрабатываемость резанием. Сталь после отжига имеет обычно умеренную прочность, низкую твердость и высокие пластические свойства. В зависимости от цели, какую преследует отжиг, устанавливают режим его проведения: температуру нагрева, время выдержки, скорость охлаждения. Нормализация — процесс термической обработки, имеющий ту же цель, что и отжиг, но отличающийся от него более быстрым охлаждением изделия на воздухе. В результате получается более мелкозернистая структура, чем при отжиге. Нормализации подвергают отливки и поковки. Этот вид термической обработки распространен в машиностроении больше, чем отжиг, так как он более экономичен. Закалка — процесс термической обработки, при котором деталь или отливку нагревают от заданной температуры, выдерживают при этой температуре до полного прогрева, а затем быстро охлаждают. Закалка с последующим отпуском повышает прочность и твердость, а для нержавеющих сталей — антикоррозийную стойкость. Охлаждающими средствами при закалке могут служить вода, масло, растворы соли и пр. Закалка — наиболее распространенный вид термической обработки. Закаливают зубчатые колеса, пружины, резцы, зубила, валы, фрезы и многие другие изделия и инструменты. В качестве примера на рис. 95 показан чертеж детали (цанга), подвергающейся после механической обработки термическим операциям — закалке и отпуску. Из чертежа видно, что уровень закалки отдельных частей детали различен, так как в зависимости от воспринимаемой нагрузки эти части требуют различной прочности и твердости.
Рис. 95 Отпуск — процесс термической обработки, состоящий из нагрева детали или заготовки (полученных литьем) до заданной температуры, выдержки при этой температуре до основательного прогрева и, наконец, относительно медленного охлаждения на воздухе, в воде, масле или в какой-либо другой среде. Основное назначение этой операции — уменьшить твердость, увеличить пластичность и вязкость. Отпуск — повторный нагрев и осуществляется он после закалки до температуры 200, 400 и 600° С. Обработка металлов холодом. Известно, что низкие температуры, столь опасные для прочности металла, можно использовать для улучшения свойств стали: придания ей твердости, жесткости, вязкости и упругости. Впервые этот способ обработки был предложен профессором А.П. Гуляевым в 1937 г. В наше время в этой области проводятся обширные исследования и постепенно внедряются в практику методы «холодной» закалки. Эксперименты ученых показали, что обработка холодом особенно эффективна для инструментов, изготовленных из быстрорежущей стали. Так, фрезу после обычной закалки охлаждают до 75° С, в результате значительно повышаются режущие свойства стали. Любопытно отметить, что стойкость любого инструмента после обработки холодом повышается почти на 50%. Теперь уже установлено, что некоторые марки стали, алюминиевые сплавы и латунь при глубоком охлаждении приобретают мягкость. А остуженный жидким азотом, кипящим при — 195° С, стальной лист становится весьма податливым к штамповке. Из него можно штамповать детали любой конфигурации, даже с глубокими выемками.
* внутренними напряжениями называют напряжения, образуемые в изделиях без воздействия на них внешних сил |