Станки с программным управлением |
|
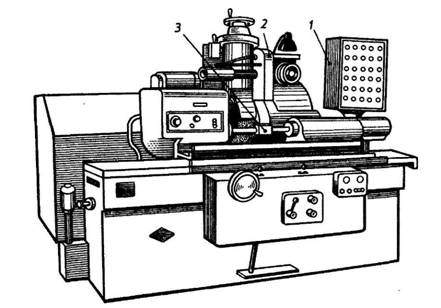
В настоящее время станки с программным управлением находят все большее применение. Они значительно повышают производительность труда, дают возможность вести обработку изделий без применения сложной и дорогостоящей оснастки. На вертикально-фрезерных станках с наибольшей эффективностью можно вести обработку сложных фасонных деталей, а на токарных и револьверных — обрабатывать различные детали типа тел вращения. Большое распространение в заводских условиях получили сверлильные и расточные станки, служащие для обработки группы отверстий по заданным координатам. Но в наибольшей степени идея программирования получила применение в комбинированных многооперационных станках. Эти станки позволяют, не переустанавливая заготовку, выполнять такие работы, как сверление, зенкерование, растачивание, фрезерование и нарезание резьбы. Многооперационные станки применяются главным образом в крупносерийном и массовом производстве, особенно при обработке корпусных деталей. Все большее значение приобретают в заводских условиях станки, оснащенные системами автоматического (адаптивного) управления. Применение этих систем позволяет оптимизировать режим обработки, а это в свою очередь положительно сказывается на повышении производительности труда и точности обработки деталей. На рис. 50 показан круглошлифовальный станок ЗА151Ц с программным управлением. Система программного управления станка учитывает, что заготовка 3, поступающая на шлифовальный станок, представляет собой валик с заданными размерами как по длине, так и по диаметру и отличается от готовой детали лишь на величину припуска на шлифование. Поэтому оказалось возможным использовать шлифуемый валик в качестве носителя значительной информации, связанной с выполнением установочных и продольных рабочих перемещений. Эта информация содержит сведения о положении заготовки относительно режущей кромки шлифовального круга в каждый момент шлифования и воспринимается с помощью оригинального электромеханического ощупывающего устройства 2, расположенного в пульте управления 1 циклом.
Рис. 50 |