Обработка на станках токарной группы |
|
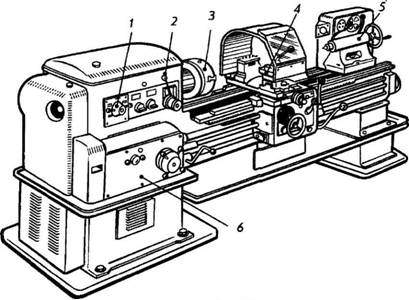
На токарных станках можно выполнять самые разнообразные работы: обтачивать и растачивать наружные и внутренние цилиндрические, конические и фасонные поверхности вращения, прорезать канавки, подрезать торцы, нарезать крепежные и ходовые резьбы, сверлить, зенкеровать, зенковать, развертывать отверстия и др. Для станков токарной группы основным инструментом являются резцы, для обработки отверстия — сверла, зенкеры, развертки, а для нарезания резьбы — резцы, метчики и плашки. К станкам токарной группы можно отнести: токарные, токарно-винторезные, карусельные, многорезповые, токарно-револьверные, токарные автоматы, полуавтоматы и др. Токарно-винторезный станок (рис. 13) универсальный, так как применяется для выполнения самых разнообразных токарных работ. Наиболее распространены токарно-винторезные станки, на которых обрабатываются всевозможные поверхности вращения, отверстия и резьбы.
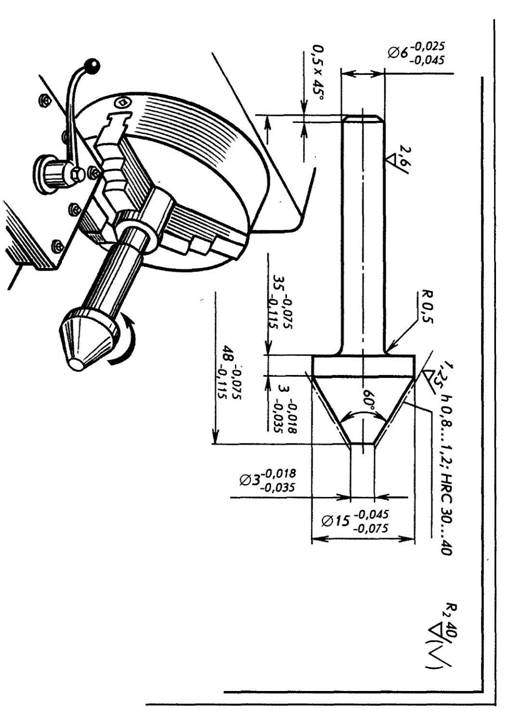
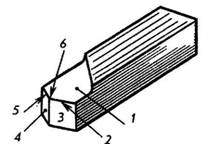
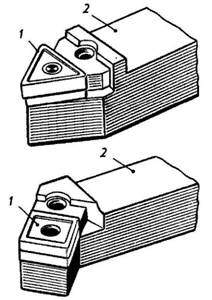
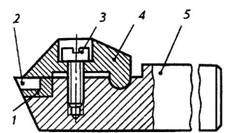
Рис. 13 Заготовка на станке устанавливается в центрах или закрепляется на шпинделе в патроне 3 и приводится во вращение. В резцедержателе суппорта 4 закрепляются резцы, а в конус пиноли задней бабки 5 вставляются инструменты для обработки отверстий — сверла, зенкеры, развертки. Шпиндель обычно имеет различное число оборотов. Устанавливают число оборотов поворотом рукояток 1 и 2 коробки скоростей. Коробка подач 6 с соответствующими рукоятками позволяет набирать различные величины продольных и поперечных подач. Карусельный станок используется для обработки крупных деталей большого диаметра. На них обтачивают и растачивают цилиндрические, конические и фасонные поверхности, производят подрезку торцов. Многорезцовые токарные станки позволяют обрабатывать детали, например ступенчатые валы или диски, одновременно несколькими резцами. Большое распространение они получили в массовом производстве. Револьверные станки используются главным образом для обработки некрупных деталей сложной конфигурации. На рис. 14. приведен пример чертежа типовой детали, формообразование которой производится на станках токарной группы. Коротко о резцах (рис. 15). Основные элементы токарного резца: верхняя передняя поверхность 1, по которой сходит стружка; главная режущая кромка 2; боковая поверхность 3, которая в пересечении с передней поверхностью 1 образует режущую кромку; вспомогательная боковая поверхность 4; вспомогательная режущая кромка 5 и вершина 6. Резцы изготовляют из быстрорежущих сплавов или оснащают пластинками из различных твердых сплавов: ВК2, ВК6, ВК8, Т5К1, Т14К8, Т15К6 и др. Российские ученые получили новые инструментальные материалы, названные минералокерамическими твердыми сплавами: термокорунд (ЦВ) и микролит (ЦМ). Из них изготовляют пластинки, например, марок ЦВ-13, ЦВ- 18 и ЦВ-332, которые используют в качестве заменителя быстрорежущей стали и твердого сплава. Пластинки бывают разной конфигурации и прикрепляются к резцам припаиванием либо механическим путем. Стандарт ГОСТ 2209-82 устанавливает 38 форм пластинок. Большое применение получили резцы с державкой 1 и многогранными неперетачиваемыми пластинками 2, предназначенные для обработки стали и чугуна (рис. 16). На рис. 17 дан токарный резец, состоящий из оправки 1, винта 3, прихвата 4 и державки 5, оснащенный кристаллом 2 твердого кубического нитрида бора — синтетического материала, который по некоторым свойствам может соперничать с алмазом. В зависимости от условий получения кубический нитрид бора называют еще эльбором, кубонитом или боразоном.
Рис. 14
Рис. 15
Рис. 16
Рис. 17 Токарные автоматы и полуавтоматы. Токарные автоматы — станки, на которых установка и закрепление заготовок, основные вспомогательные движения автоматизированы. Рабочий ведет лишь наблюдение за их работой, периодически загружает станок заготовками и контролирует размеры. Токарные автоматы подразделяются на одношпиндельные и многошпиндельные. Одношпиндельные автоматы в основном применяются для обработки деталей из прутков диаметром до 036 мм, а многошпиндельные — для обработки изделий из прутков 015...200 мм. Полуавтоматы — станки, у которых все движения автоматизированы. Заготовки на них устанавливает и снимает рабочий. |