Автоматические поточные линии |
|
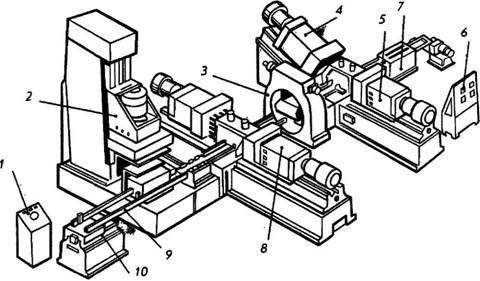
Комплексно автоматизировать процесс обработки деталей можно с помощью нескольких станков-автоматов, обеспечивающих последовательную обработку детали по всем операциям технологического процесса. Но для этого необходимо, чтобы станки работали в синхронном режиме и были связаны между собой общими транспортными устройствами и, конечно, общим механизмом управления. Такая система механизмов называется автоматической поточной или автоматической линией. Станками-автоматами для автоматических поточных линий часто служат агрегатные специальные высокопроизводительные станки, собираемые в основном из стандартизованных деталей и сборочных единиц, а также универсальные станки, переведенные на автоматический цикл работы. На рис. 51 дан общий вид автоматической поточной линии из агрегатных станков. Основные элементы линии: пульт управления 1; позиции загрузки и разгрузки 10 и 7; траспортирующее устройство 9 для передачи заготовки с операции на операцию; силовые головки 2,4,5 и 8 трех агрегатных станков линии и расположенный между ними кантователь 3; гидроаппаратура 6.
Рис. 51 В качестве агрегатов для обеспечения поступательного движения инструментов применяются самодействующие суппорты или силовые головки, выполняющие те или иные операции. Каждая из головок имеет свой исполнительный орган с инструментами, самостоятельный привод и несложный передающий механизм. Благодаря унификации таких сборочных единиц, из них можно подбирать любое сочетание операций и располагать их в требуемой последовательности, в соответствии с данным технологическим процессом. При изменениях процесса обработки можно легко перестраивать линию, изменять подбор и расположение головок. Таким образом, хорошо сочетаются два важных принципа автоматизации: разделение сложного процесса обработки на составляющие его простые операции и комбинирование этих операций в одном агрегате. Для перемещения деталей по линии применяются транспортеры разнообразных типов. Небольшие детали простой формы транспортируют с помощью лотков, желобов или труб, по которым движутся детали. В более сложных транспортерах используются так называемые шаговые или грейферные устройства, одни из которых толкают детали, другие захватывают их и переносят, обеспечивая точную подачу деталей. |