Технология волочения |
|
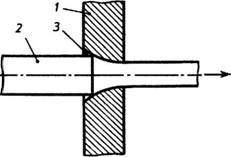
При волочении обрабатываемый металл протягивается через постепенно суживающееся отверстие в матрице или фильтре. В результате волочения уменьшается площадь поперечного сечения, но увеличивается длина заготовки. Этот процесс применяют для получения тонкостенных труб, изготовленных предварительно прокаткой или прессованием, тонкой проволоки диаметром до 5 мм, фасонных профилей (рис. 67), из которых путем разрезки получают затем готовые детали — призматические и сегментные шпонки, опорные призмы, шлицевые валики и др. Волочение применяют также в том случае, когда надо получить точные размеры, сохранив при этом высокие физико-химические свойства материала изделия. Точность изделий обычно соответствует 2 ... 4 степени, а шероховатость поверхности — Rа2,5...0,32. Инструмент для волочения (рис. 68) — волочильные доски (матрицы), изготовляемые из специальных сталей. В волочильной доске 1 имеются отверстия 3, которые называются глазками или очками. Через эти отверстия и протягивается заготовка 2.
Рис. 68 Волочильные станы подразделяются на барабанные и цепные. Барабанные применяют главным образом для обработки проволоки, а цепные — для обработки волочением прутков, профилей и труб. |